Deploying 700 bar hydrogen stations capable
of multiple back-to-back T40 vehicle refueling involves high capital
investment. The compression component alone comprises about half
of the refueling station installed capital cost across various refueling
station capacities (compressors for large stations ,e.g., ~500 kg/day
cost ~ $1M). Argonne National Laboratory (ANL) has developed a novel
hydrogen refueling station pressure consolidation method that increases
the station refueling capacity by a factor of 2-3X, significantly
improves the supply storage utilization, with a major reduction
in refueling cost. The pressure consolidation method is ideal for
expanding the refueling capacity of existing refueling stations,
providing incremental, low-risk approach to capital investment as
fuel cell vehicles are deployed in early markets. The proposed concept
is projected to reduce the compression contribution to hydrogen
cost (in terms of $/kgH2) by more than 50%.
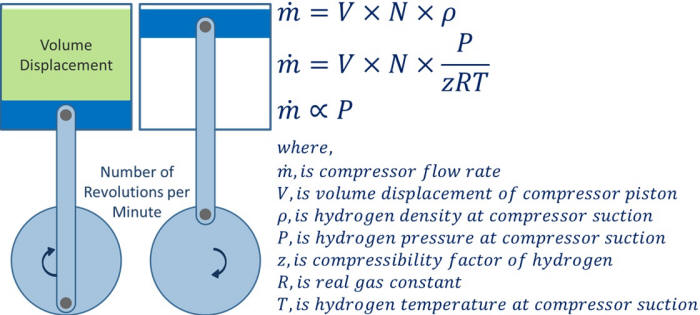
Schematic of compressor working principle
The pressure consolidation concept hinges
on the principle that a compressor’s throughput is directly proportional
to its suction pressure. This principle holds true for all volume
displacement compressors (e.g., piston, diaphragm, rotary, etc.).
Consolidating hydrogen between the supply storage pressure vessels
(during low refueling demand periods) maintains higher pressure
in selected vessels that feed the compressor (i.e., increases the
compressor’s throughput) during high refueling demand periods. This
increases the station’s capacity to sustain high hydrogen fueling
rate at the dispensers during the peak demand periods. The pressure
consolidation method also minimizes the idle time and reduces the
on/off cycling of the compressor, and thus improves its utilization
and reliability, and reduces its contribution to refueling cost.
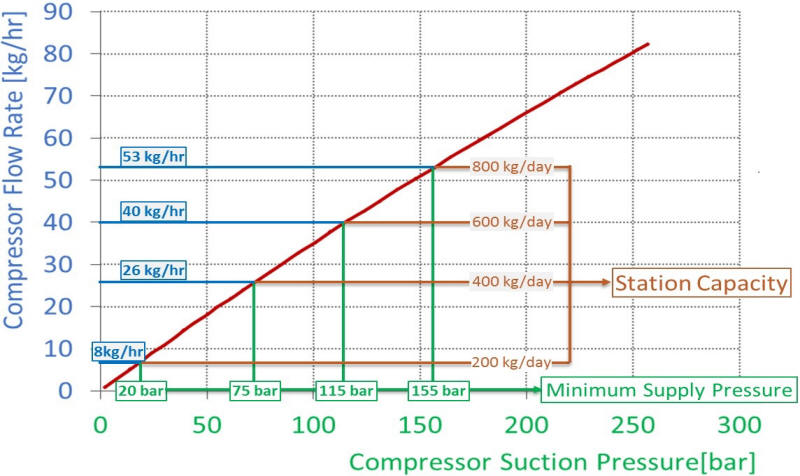
With pressure consolidation, a compressor that is typically used
for a station capacity of 200 kg/day can be used to satisfy a station
capacity of 800 kg/day by sustaining compressor suction pressure
above 155 bar.
PDC compressor flow curve showing required compressor throughput for different
station refueling capacities
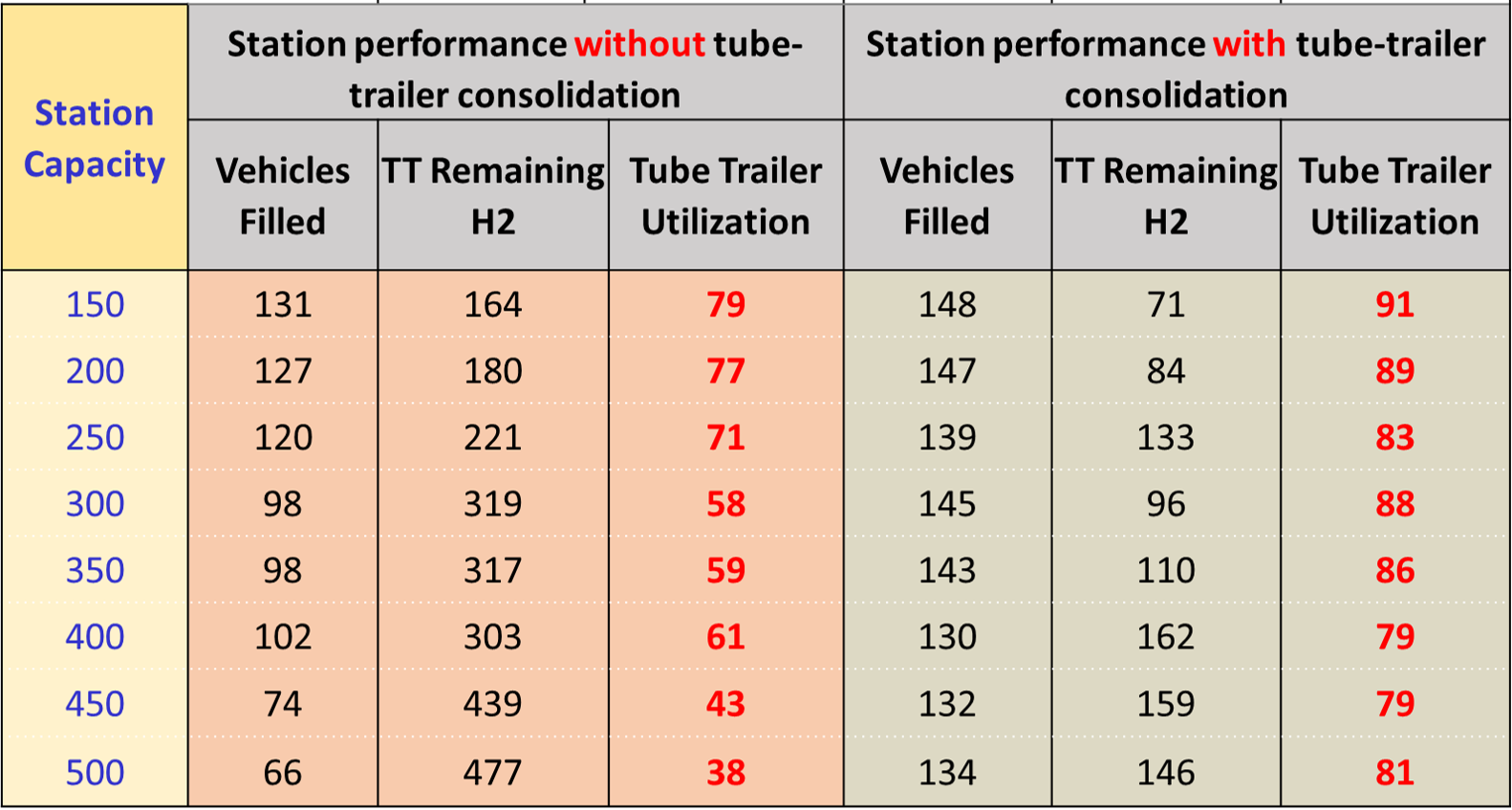
The table below shows an example of station
performance indicated by its refueling capacity (or number of vehicle
fillings) and supply storage (or tube-trailer payload) utilization
with and without the pressure consolidation operation strategy.
Implementing the consolidation strategy with PDC-13-7500/15000 compressor,
rated at 8 kg/hr at 20 bar suction, can serve a station with daily
demand of 500 kg/day and provides 79% utilization of a 600 kg supply
storage (@ 250 bar). The same compressor only satisfies a station
daily demand of 200 kg/day without pressure consolidation strategy
for the same supply storage utilization.
The video below shows the status of the
supply storage (with pressure consolidation) as vehicles are filled
following a typical hourly demand profile.
Reddi, K., Elgowainy, A., Rustagi, N., & Gupta, E., (2018) “Two-tier pressure consolidation operation method for hydrogen refueling station cost reduction”, International Journal of Hydrogen Energy (in press),
https://doi.org/10.1016/j.ijhydene.2017.12.125.